Fatigue Enhancement with Power and Control
Laser peening is a very controlled and precise surface enhancement treatment. LSPT can customize the process for specific parts or materials by manipulating parameters like power density and spot coverage.
Posted: March 21, 2017
By:
Beneficial Compressive Residual Stresses
Fatigue strength improvements are proportional to the magnitude and depth of induced compressive residual stresses present in a component. Deeper compressive residual stresses provide superior resistance to crack propagation and fatigue failure. Laser peening typically produces compressive residual stresses up to 10X deeper than competing surface enhancement processes.
So how does laser peening produce effective compressive residual stress profiles? LSPT engineers control the depth and magnitude of compressive residual stresses by increasing the power density and coverage of the laser pulse.
Power Density
Surface power density (GW/cm2) is a measure of the power per unit area of radiation received by a surface. Power density is controlled in the laser peening process by manipulating the energy and spot size of the laser. Boosting laser energy or decreasing spot size increases the power density at the surface of a component, generating deeper compressive residual stresses.
The chart below demonstrates the impact of power density on compressive residual stress profiles in laser peened titanium alloy samples. Residual stress magnitude is plotted in megapascals as a function of depth.
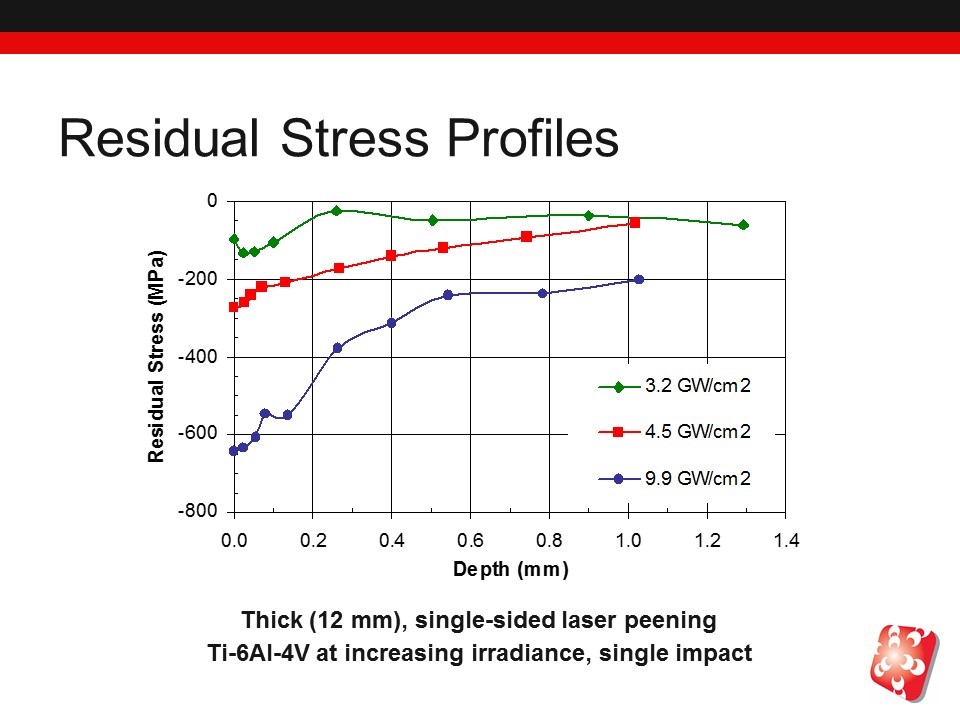
As power density increases from 3.2 – 4.5 GW/cm2, compressive residual stress magnitude increases at the surface of the part. With a power density of 9.9 GW/cm2, compressive residual stress magnitude increases substantially at the part surface as well as through the depth of the material.
This is an incredible amount of power – nearly ten billion Watts delivered over a square centimeter of surface area. Laser peening is the only fatigue enhancement method capable of generating such a powerful stress wave at the surface of a part.
Power Density and Coverage
Spot coverage can also be manipulated to increase the magnitude and depth of compressive residual stresses produced by laser peening. The chart below illustrates how multiple shots applied to the same area impact compressive residual stress profiles.
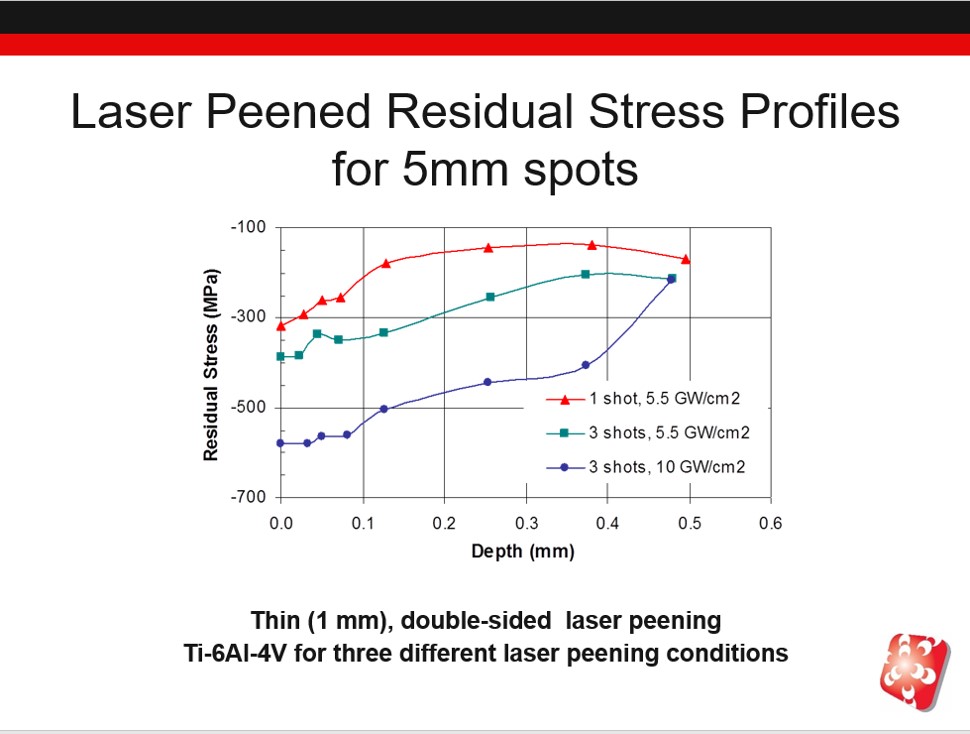
These results come from a thinner Ti-6Al-4V specimen that was processed on both sides. A single spot at 5.5 GW/cm2 produces compressive residual stresses that can be enhanced by increasing coverage. Applying three 5.5 GW/cm2 spots (300% coverage) to the same area increases compressive residual stress magnitudes throughout the depth of the sample. When the power density is increased to 10 GW/cm2, 300% coverage produces substantially stronger and deeper compressive residual stresses.
Tailored Surface Enhancement
Laser peening is a very controlled and precise surface enhancement treatment. LSPT can customize the process for specific parts or materials by manipulating parameters like power density and spot coverage. Laser peening is effective as a targeted solution for fatigue problems, because compressive residual stress profiles can be optimized at precise locations on a component. Contact LSPT for more information about precision laser peening for material enhancement.
Interested in Seeing More?
Tell us about your application, material, or failure mechanism and we will have one of our experts reach out to you. Our extensive library of research and years of experience gives us a unique advantage to apply a finite element analysis to help diagnose the best application for your situation.