Improve Fatigue Life from Every Angle
Laser peening provides an important benefit over other metal enhancement methods when it comes to incident angle and stress wave propagation
Posted: February 2, 2017
By:
Laser peening provides an important benefit over other metal enhancement methods when it comes to incident angle and stress wave propagation. As illustrated in Figure 1, the stress wave produced by laser peening always propagates perpendicular to the part surface, even when the beam impact angle is not perpendicular. This allows laser peening to be applied to parts with complex shapes or intricate geometries, while maximizing the achievable depth of compressive residual stresses within the part.
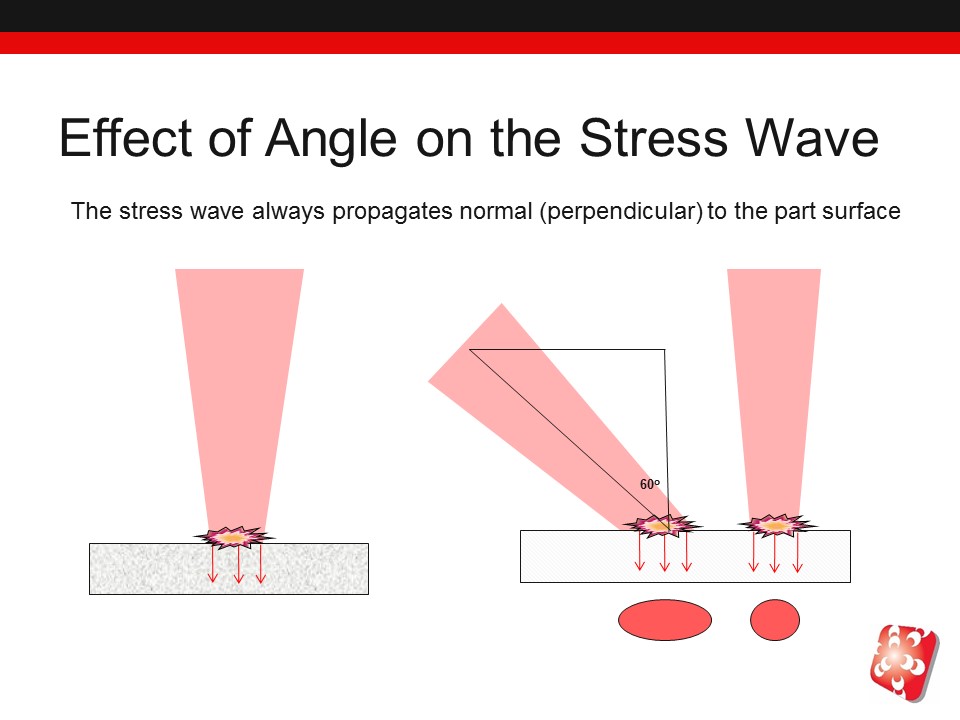
The above image demonstrates how stress waves will always propagate perpendicular to the part surface, independent of the angle at which the laser beam impacts the part. Shot peening requires a perpendicular angle of impingement to achieve maximum compression depth, while laser peening can be applied from oblique angles and still propagate a shock wave to effective depths.
This is an important feature of laser peening as it is often applied to recessed areas like grooves, holes, seams, and other potential stress risers. These complex geometries can present a limitation for shot peening as the shot media requires a clear path perpendicular to the target to impart maximum compressive depth. Laser peening can be effectively applied from different angles because the shock wave is generated by plasma expansion on the part surface rather than the kinetic impact of the beam.
Laser angle variations do impact the spot size and shape as they can increase the cross-section of the beam which interacts with the target surface. This impacts the power density of the laser pulse (which is a function of area) but can be corrected.
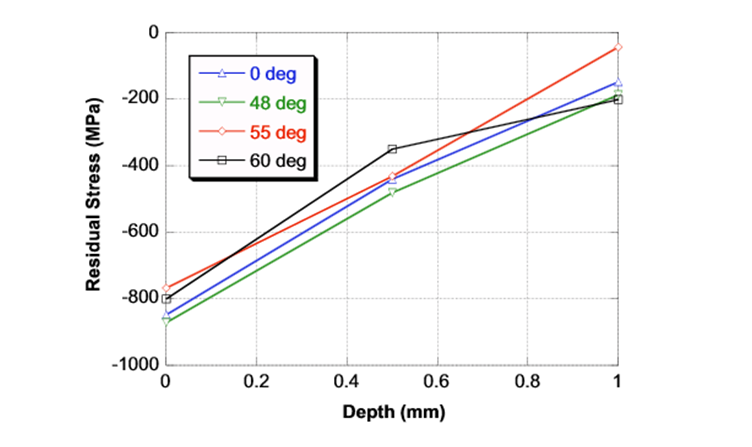
To better understand the effect of laser beam incident angle on the compressive residual stress field, laser peening experiments were performed at various incident angles on Ti-6Al-4V coupons1. Figure 2 shows the results as a function of residual stress vs. depth for several different beam angles. The experiments revealed that laser peening can be applied at incident angles up to 60 degrees, which provides considerable flexibility in processing parts with complex geometries.
- “Recent Developments in Laser Peening Technology”, Michael R. Hill et. al., Submitted for publication in Advanced Materials and Processes, April 2003
For more information about laser peening, and its benefits over other surface enhancement methods, Contact Us today.
Interested in Seeing More?
Tell us about your application, material, or failure mechanism and we will have one of our experts reach out to you. Our extensive library of research and years of experience gives us a unique advantage to apply a finite element analysis to help diagnose the best application for your situation.